

赛诺菲亚太区生物制药工业信息系统负责人喻渠伟
大家好,我今天分享的主题叫“数字化制造Digital & Manufacturing1,2,3,4.0”。说到工业4.0,可以说制药公司不是最开始实行的,而说到智能制造从 “人工智能” (“Labor Intelligence”)——工人阶级无穷无尽的智慧,到“人工智能”(“Artificial Intelligence”)——真正的智能制造,还有很长的道路。针对这个情况,我们赛诺菲公司提出“数字化制造”这个概念,当然我们还没有达到智能的水平,这是我们长期的目标。
赛诺菲公司概况
我首先简单介绍一下公司的背景为今天的分享做一个铺垫。我是负责信息系统的,赛诺菲是一家法国制药公司,它在全球有5大业务单元(我们称之为GLOBAL BUSINESS UNITS),其中包括:
糖尿病和心血管, 普药及新兴市场。 赛诺菲健赞。这是一个特殊的公司,它主要提供罕见病医疗方案。前几年流行的一个冰桶挑战其实是体现对肌肉萎缩性侧面硬化病的一种关怀,Sanofi Genzyme是唯一一个提供这种罕见病药物的公司,除了罕见病之外还对多发性硬化、肿瘤、免疫系统疾病提供一些治疗方案。 赛诺菲巴斯德,集团的人用疫苗部门; 梅里亚是集团的动物保健部门,产品包含兽药、动物疫苗等。
赛诺菲在中国已经超过9000个员工,覆盖了超过1500个城市、乡镇,有11个分支和7个工厂。赛诺菲工业在全球超过40个国家大概107个工厂。我负责的板块就是亚太区生物制药这块,在中国、泰国、印度以及新西兰,其中中国在深圳、南昌都有疫苗工厂和动物保健工厂。赛诺菲在中国的工厂有唐山、北京、杭州、杭州CHC、梅里亚南昌、梅里亚南京以及深圳的疫苗工厂。
数字化制造1,2,3,4.0
战略总系统——标准化
好的,接下来讲一讲我们的数字化制造。1,就是我刚才说的背景,我们会有一个战略总系统,从三个方面来讲:公司总体制造体系、公司制造体系特点、数字化制造系统策略。
公司总体制造体系包括:客户满意度、横向优化、工业网络优化、持续的绩效改进以及工业基础。
公司制造体系特点:“全球制造网络化”是指供应商,外包生产与原料药,多厂联合生产;“生产技术多样化”是指生物制药,固体药剂,注射用药,化学品及原料药;客户满意为导向,要求持续改进与系统优化,巩固工业基础,注重安全、质量与成本效率的全面考量。
数字化制造系统策略:第一个是销售与市场需求、供应链、与生产系统的强耦合。第二个是统一核心解决方案。因为我们有100多家工厂,我们要标准化,就是说做生物制药的流程必须是一样的,必须要用一样的系统。用疫苗工厂举例,我们全球十几个工厂,之前有200多个核心系统,只有8%是所有工厂都在用,我们计划用5-8年的时间把全球统一使用应用系统的比例提高到70%。
我们说到智能制造的第一步是从需求过来,如果需求不明确,很难说这是一个智能制造,比如常见的情况是库存堆积,这是一种浪费,还有一种情况是市场有需求但是缺货,如果遇到这两种情况,都不能说这是智能制造。再比如我们会出现这样的情况,一个产品的跨度达到两年,从抗原开始,单一的抗原的生产到存放到分装都会有一个周期,那联合疫苗的话会有很多种抗原,每一种抗原都是先单独生产出来再组合在一起,跨度都会有两年,我们在这个情况下就会做一个工作,我们说从市场到生产的强耦合不能光说不练的,我们做了一些系统的分析,从销售预测到供应链的计划系统以及到真正的SAP、ERP这块都有一个很强的整合,这就是我说的多厂联产的模型。1讲完了,就是我们数字化制造都有一个总策略,而且只有一个策略,就是我们要标准化。
技术力量——信息技术与自动化技术的协作
第二,两大部门的协作。如果说智能制造只靠IT信息技术这个部门,我个人感受是比较困难的,因为我本身学的专业是机械工程和自动化,所以对这方面我喜欢去琢磨,把这部分拿出来讲也是给大家做一个参考。至少在赛诺菲,我们有这样一个机制,两大技术部门的协作。
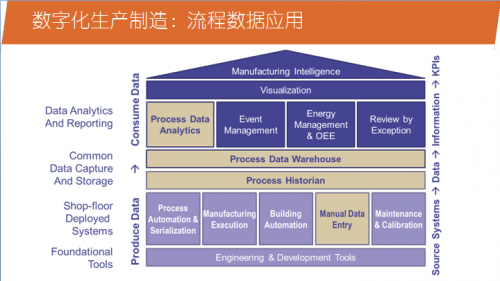
先看一下我们的数字化制造系统架构,这是一个标准的ISA - 95的架构。在最底层有基于SAP的ERP系统,质量电子文档,电子文档系统以及学习管理系统。在第三层有流程数据分析、PAT、能源管理、过程数据仓库、OEE设备综合效率、EMS环境监控系统、模块化的MES(制药核心/生物技术的核心)。第二层里面有常见的数据捕捉。还有竖着跨层级的应用叫Serialization,如果大家熟悉监管码的话,基本上它就是这个意思。
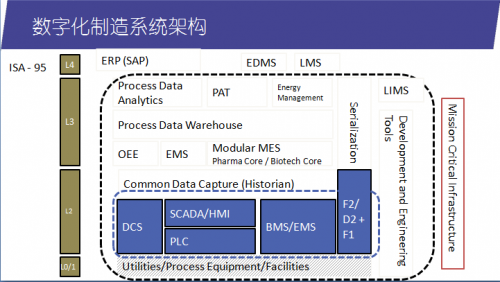
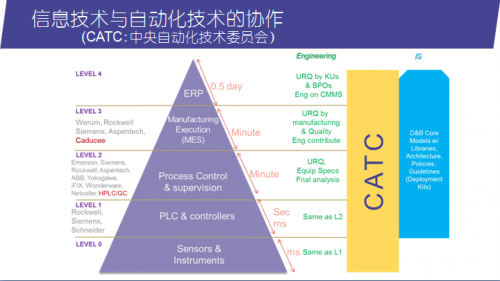
说回我们两大技术部门是怎么来合作的?最左边0,1,2,3,4的层级是我们系统的分级跟ISA – 95的一个标准,这五个系统光一个技术部门是搞不定的,相信在座各位有一种感受就是我们有一个神一样的队友就是自动化部门。来看第五级是ERP比较纯的信息系统,MES基本上也是IT为主导的,工程自动化维护部门做贡献,然后到了第二级像PCS、HPLC这种流程控制这一级的用户需求以及功能设计是由工程自动化维护部门来完成的。基本上从0,1,2这三级都是工程自动化维护部门来做需求分析以及功能分析的,然后我们信息部门是包含除了0级(传感器以及仪器等)其他所有的核心方案都是由信息部门来设计的。有个CATC我们叫中央自动化技术委员会,是公司的一个真正的委员会。
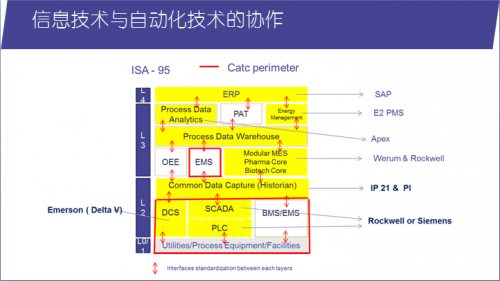
这张图可以说是干货,大家可以看一下,ERP我们用的是SAP的系统,Process data analytics是我们自己开发的,MES我们用的是Werum或者Rockwell,然后再下面我们用的是Rockwell或者是西门子,这些方案都有。最重要的是我们基本上一个都不落都有接口,我觉得互联是最重要的。
好,这就是我们两大技术部门的协作,我们目前建立的方案就是我们建立了跟工程自动化及设备维护部门的良好的协作关系,对我们的智能制造很有帮助,所以拿出来和大家分享一下。
方案平台——生产、质量、供应链
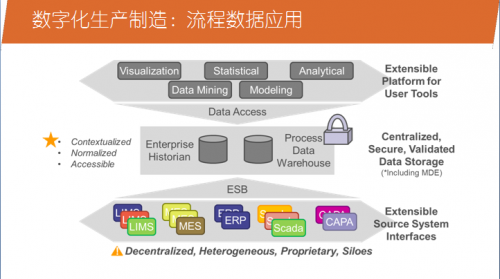
那接下来我们来说一下三大解决方案平台,主要集中在生产、质量、供应链。我们对三大流程的集合都有标准,叫套餐。拿一个应用来具体分享一下我们的制造智能化,先看这个系统的价值模型:最下面是一个工程和工业发展的工具的集合,再到车间的系统,然后再到供应数据获取,再往上就是产生数据、获取数据、分析数据再到使用数据,越往上走就越高层,就是往数据使用层面来走。我们叫它apex,可以看到有纸质记录、ERP、LIMS、Aggregate等等这些,就是从数据到信息再到知识的一个过程。
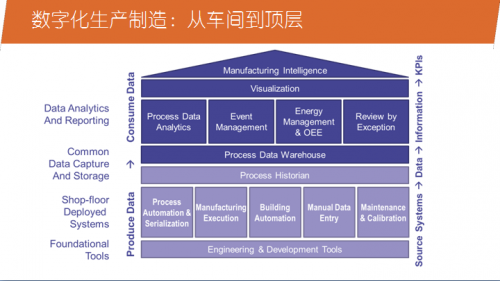
流程数据应用的话我们会把ISA – 95模型里面的系统,不管是哪个层级的,通过所有的监控把数据整合起来,然后做可视化、统计、分析、数据挖掘和模型。
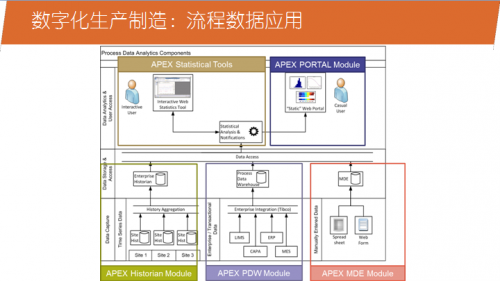
这是它具体的几个模块:最右边是一个手工录入数据的模块,再先进的公司都做不到百分百的数据获得,还是会利用手工数据录入的。然后中间下面一个是把LIME、ERP这方面的数据进入到过程数据仓库。左下方是流程数据,就是我们的PLC,其他一些监控等这些从车间获取的数据,它们通过不同的渠道整合在一起。最上面是一个统计模块然后再到分析模块,给不同的决策者使用这个系统。
我们目前已经做到流程数据分析,然后流程数据仓库、流程数据的分层获取、流程数据的分析。好,第三点我就先讲到这里。
实施路线
最后,我们还是要把数字化制造落地实施。我分享我自己理解的四点:第一个是基础设施先行;第二个是工厂评估与路线图规划;第三个是工厂实施准备至项目回顾;第四个是项目管理标准化。
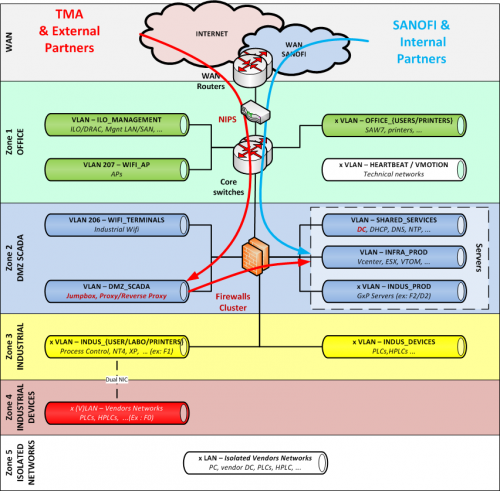
基础设施先行,我们现在就是要把所有的智能设备进行互联而且要有一个安全的网络架构,这个架构最顶层是我们的办公网,是一个开放的。第二级是我们的一些专用设备和上一层分开,也有一些基础设施,我们会在保护层里面加一个工业技术,用专门的服务器截、滤、控,基本上和第一层同步,就是说在使用所有智能制造系统的时候,还可以用NTMP,可以不用担心病毒、数据备份、安全管理等。
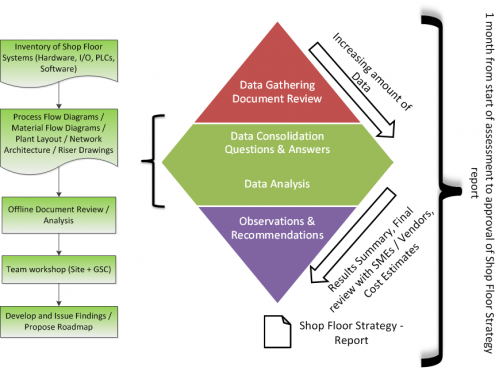
系统评估与路线图规划,就是说我们有很多套餐可以选,先做什么后做什么要有一个评估和规划。我们有一套模板,一套分析的工具。首先摸清楚现有的情况,然后画流程图,看将来的流程是什么样子,然后优化,最后我们会做离线分析,最后提出规划的计划和建议书。大致流程是这样。
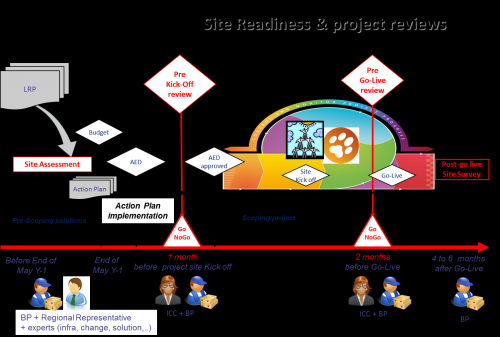
工厂实施准备,是从规划到项目做完要贯穿做的事情,比如说工厂准备上一个系统,那么工厂的流程成熟度、用户成熟度、预算与人力资源、系统接口与优先级等方面是否准备好非常重要。
最后就是项目管理的标准化,我们实际上一年差不多要做一千个项目左右,项目管理方法的好处就是把项目需求到供应设计、开发、建设配置、接受测试以及上线整个过程都会有套标准的模板,可以保证效率有利于风险控制。而变更管理方法是针对业务部门的。最后面向应用解决方案的实施指南,我们有两大概念叫解决方案手册和推广工具,我们策略就是说先把核心方案先设计出来,按照设计开发,好了之后再拿给工厂实施,开发以后就有试点,然后针对每一个方案做进一步优化,这样在工厂做实施的时候就省力一点。
我就先介绍到这里吧,接下来希望能和大家继续讨论并得到大家的指点,谢谢大家!



